Product
Polymermedics.
High Precision Tool Manufacturer with Recirculating Fume Cupboards.
Class 2 Biological Safety Cabinet
Sector
Precision Engineering & Manufacturing
Location
Saint Austell, Cornwall, UK


The Client
Polymermedics, a technical injection moulder based in Cornwall, is renowned for its expertise in plastic technology and high-precision tool manufacture. For over 30 years, they have been producing plastic components and assemblies for the global medical, hygiene, and pharmaceutical industries.
The Challenge
To enhance their capabilities, Polymermedics aimed to create a highly clean environment for mixing chemicals used in producing dental cores for root canal treatments.
Previously, the company only manufactured the plastic central component of the process. Production Manager Ian Hagley approached Monmouth Scientific to find a solution that would allow them to bring the entire process in-house, ensuring safety and precision in their new cleanroom.

The Solution
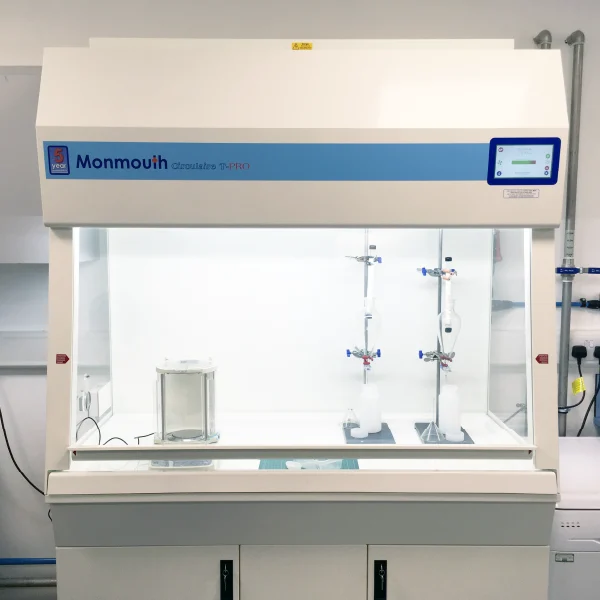
Monmouth Scientific proposed the Circulaire® PRO Recirculating Fume Cupboard as the ideal solution. The team installed four 1100mm wide units in Polymermedics’ new cleanroom, each designated for a specific manufacturing area.
- Advanced Air Filtration Technology: The fume cupboards feature cutting-edge air filtration systems and ultra-deep Activated Carbon filters, ensuring maximum fume filtration efficiency.
- Non-Ducted, Eco-Friendly Design: These units can be installed anywhere in the workspace without the need for external ducting, thanks to advanced carbon technology. This design recirculates clean air back into the laboratory, significantly reducing environmental impact.
- Enhanced Safety: Airflow is directed inward to prevent aerosols from escaping the controlled working area, ensuring a safe environment for staff.
- User-Friendly Controls: Equipped with an automatic sliding safety sash, Visionaire® Touchscreen Control System, and Eco-Operation mode, these units offer seamless integration with the laboratory environment. The PIN-controlled supervisor settings and mutable alarms enhance operational efficiency and safety.
The Result
- Enhanced Safety and Cleanliness: The installation of the Circulaire® PRO Recirculating Fume Cupboards has significantly improved the safety and cleanliness of the chemical mixing process at Polymermedics. The advanced filtration technology ensures that all contaminated particles are removed, providing a clean and safe working environment for the staff.
- Environmental Benefits: By recirculating clean air back into the laboratory, the non-ducted solution is more environmentally friendly compared to traditional ducted systems. This approach reduces the impact of exhausting fumes into the outside atmosphere, aligning with environmental sustainability goals.
- Operational Efficiency: The new system allows Polymermedics to bring the entire dental core production process in-house, enhancing their capabilities and streamlining operations. The user-friendly controls and integrated safety features ensure efficient and safe operation, reducing downtime and increasing productivity.
- Economic Advantages: Reducing the need for external ducting and lowering environmental impact translates into cost savings for Polymermedics. The advanced filtration system also extends the lifespan of the equipment, providing long-term economic benefits.
The collaboration between Monmouth Scientific and Polymermedics has successfully enhanced the precision and safety of the company’s manufacturing processes. The installation of Circulaire® PRO Recirculating Fume Cupboards not only meets Polymermedics’ immediate needs but also offers substantial long-term benefits in terms of safety, environmental impact, operational efficiency, and cost savings.
The Feedback
The Recirculating Fume Cupboards guarantee us the protection we require when handling potentially hazardous chemicals.
Monmouth Scientific have designed really superb, user friendly and efficient solutions for our specific needs.
Ian Hagley – Production Manager at Polymermedics