Product
Glentham Life Sciences.
Powder Containment Solutions for Glentham Life Sciences
Powder Containment Booth
Sector
Life Science & Pharmaceutical
Location
Corsham, Wiltshire, UK

The Client
Glentham Life Sciences, headquartered in Corsham, Wiltshire, is a prominent supplier of fine chemicals, biochemicals, and life science products catering to research, industrial, and pharmaceutical sectors.
The Challenge
Nick Zieleniewski, Co-owner of Glentham Life Sciences, sought Monmouth Scientific’s expertise to enhance the efficiency and safety of their chemical powder, liquid, and substance transfer and repackaging processes.


The Solution
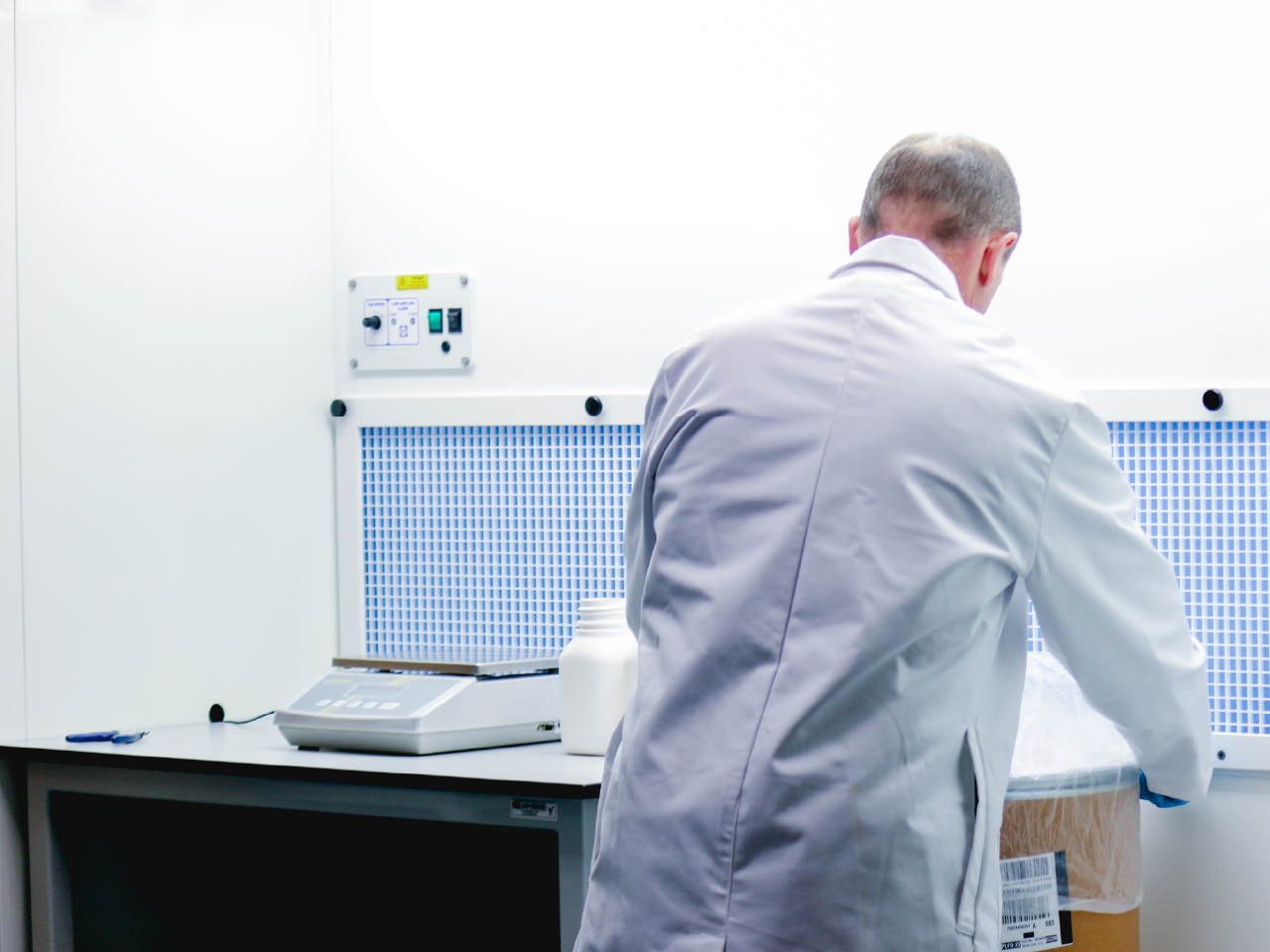
Monmouth Scientific was tasked with designing and installing a bespoke Powder Containment Booth. This booth was engineered to provide exceptional functionality and flexibility for handling chemical powders at Glentham Life Sciences.
The custom solution was tailored for medium to heavy powders, featuring high-velocity rear extraction with air filtering capabilities up to 1250m³/hr and air velocity reaching 0.7m/s. This system effectively contains excess particulates, directing them through H14 HEPA filters before releasing clean air back into the workspace.
Standing at full room height, the unit’s open-front design allows easy access to the work area, meeting the client’s need for versatility in handling various sizes of containment drums.
In addition to powders, Glentham Life Sciences also needed a solution for transferring liquids and other non-solid chemical substances. The Ductaire® 1200 Ducted Fume Cabinet met these requirements, fully complying with COSHH regulations and ensuring a clean air environment for safe task execution.
The cabinet’s folding front glazing provides full access to the working chamber, which includes a cable access port for easy installation of equipment like balances. Constructed from high chemical-resistant, fully welded polypropylene, the cabinet includes an integral spillage containment area. A bespoke work surface was also created to accommodate large liquid containment vessels, further enhancing flexibility.
The Result
By addressing Glentham Life Sciences’ specific needs with customised solutions, Monmouth Scientific has significantly improved the safety, efficiency, and flexibility of their chemical handling processes.
- Enhanced Safety: The Powder Containment Booth and Ducted Fume Cabinet significantly reduce exposure to hazardous substances, protecting staff from airborne particulates and chemical vapours.
- Increased Efficiency: The tailored solutions streamline the process of transferring and repackaging chemicals, allowing for quicker and more efficient operations.
- Flexibility: Both the booth and cabinet accommodate various container sizes and types, supporting the diverse needs of Glentham Life Sciences.
- Regulatory Compliance: The installations comply with strict health and safety regulations, ensuring a safe working environment.
- Clean Environment: Advanced filtration systems ensure that the air quality in the packaging area is maintained, minimising contamination risks.
The Feedback
The Powder Containment Unit allows us the flexibility and clean environment we require to transfer and package chemical powders from drums ranging from 25kg in size, down to 100g and the Ducted Fume Cabinet guarantees us protection when handling potentially hazardous and odorous chemical liquids.
We are really pleased with our Monmouth Scientific solutions.
They are clean, efficient and created to our specific requirements.
Nick Zieleniewski – Co-Owner at Glentham Life Sciences