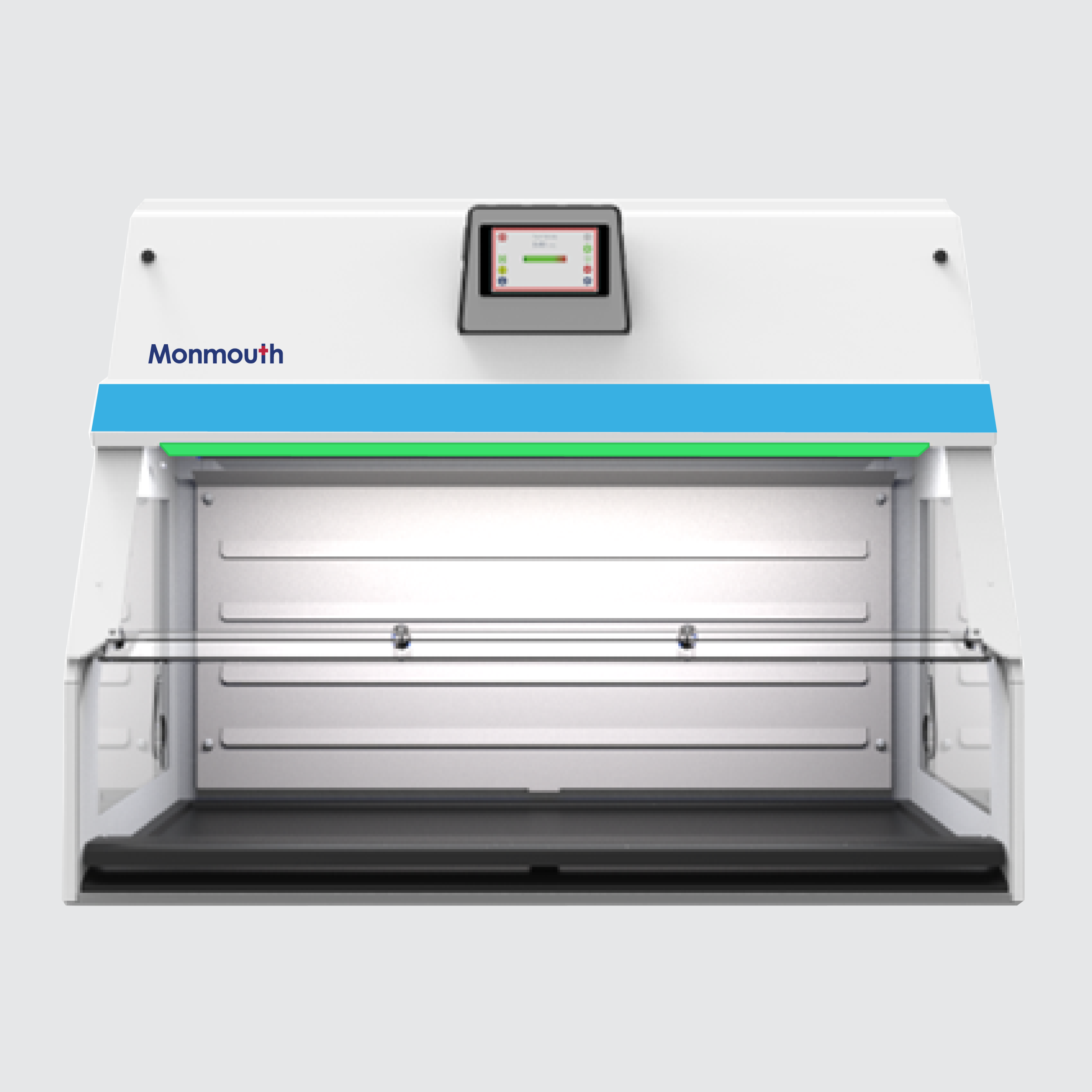
The Circulaire® Powder Containment Cabinet Pro is designed for high-efficiency powder handling applications, providing reliable operator protection when working with powders, dusts, and airborne particulates in laboratory and production environments.
Circulaire® Powder Containment Cabinet Pro
LAUNCHING SUMMER 2026
Product Description.
The Circulaire® Powder Containment Cabinet Pro is designed to support critical processes such as sampling, product transfer, and precision weighing of hazardous powders. It provides a controlled, stable environment for handling materials that require analytical, precision, and ultra-micro balances.
Engineered for pharmaceutical and high-containment applications, it helps maintain operator safety and product integrity throughout every stage of powder handling.
The transparent working area and ergonomic design provide a comfortable working environment whilst a protective flow of air into the cabinet is maintained. Additionally, a stable stainless-steel work surface and low vibration conditions ensures no impact to the use of precision balances. The cabinet uses a high efficiency fan and LED lighting together with a power saving ECO mode.
The Powder Containment Cabinet operates by drawing air through the front aperture and directing it through a high-efficiency HEPA filtration system, capturing airborne particulates at source.
Maintained under negative pressure, the cabinet prevents the escape of contaminants into the surrounding environment, supporting operator protection during powder handling, sampling, and weighing processes.
Filtered air is safely recirculated or exhausted, creating a clean, controlled workspace with consistent airflow. Continuous airflow monitoring ensures stable performance, while a safe-change bag-in/bag-out (BIBO) filter system enables secure filter replacement without exposing operators or the environment to hazardous particulates.
- Base Stand
- Stainless Steel or Ceramic Worktop
- Front and side glazing made of glass or acrylic
- Antistatic Bar for statically charged powder | in SDI Group Partnership with FRASER Anti Static Techniques
- Additional HEPA filter
- Wide range of activated carbon for working with solvents
- Disposal unit with endless hose
- Black light (UV-A)
The Circulaire® Powder Containment Cabinet Pro is designed to support critical processes such as sampling, product transfer, and precision weighing of hazardous powders. It provides a controlled, stable environment for handling materials that require analytical, precision, and ultra-micro balances.
Engineered for pharmaceutical and high-containment applications, it helps maintain operator safety and product integrity throughout every stage of powder handling.
The transparent working area and ergonomic design provide a comfortable working environment whilst a protective flow of air into the cabinet is maintained. Additionally, a stable stainless-steel work surface and low vibration conditions ensures no impact to the use of precision balances. The cabinet uses a high efficiency fan and LED lighting together with a power saving ECO mode.
Operation
The Powder Containment Cabinet functions by drawing air through the front opening and directing it through a high-efficiency HEPA filtration system. Negative pressure within the cabinet ensures that no contaminants escape into the external environment, while providing a safe working space for operators.
The filtered air is then safely exhausted or recirculated, ensuring a clean and controlled workspace. The system continuously monitors airflow to maintain peak efficiency and protection.
- Base Stand
- Stainless Steel or Ceramic Worktop
- Front and side glazing made of glass or acrylic
- Antistatic Bar for statically charged powder | in SDI Group Partnership with FRASER Anti Static Techniques
- Additional HEPA filter
- Wide range of activated carbon for working with solvents
- Disposal unit with endless hose
- Black light (UV-A)
Technical Specification.
| Model | PCC90 | PCC120 | PCC150 |
|---|---|---|---|
| External Dims (W x D x H) | 923mm x 832mm x 970mm | 1223mm x 832mm x 970mm | 1523mm x 832mm x 970mm |
| Work Surface (W x D) | 840mm x 490mm | 1140mm x 490mm | 1440mm x 490mm |
| Air Volume | 346 m3/h | 466 m3/h | 586 m3/h |
| Air Velocity | 0.37 m/s | ||
| Primary Filter | 2 x H14 HEPA Filter – 99.97% efficient at 0.3um | ||
| Secondary Filter | Optional H14 HEPA / Activated Carbon Filter | ||
| Power [Max] | 150 watts | 200 watts | 250 watts |
| Weight | 130kg | 174kg | 217kg |
What is the Circulaire® Powder Containment Cabinet Pro designed for?
The Powder Containment Cabinet Pro is a controlled environment designed for handling powders and fine particulates in applications requiring analytical, precision, and ultra-micro weighing.
It is intended to support stable operating conditions where airflow variation, electrostatic influence, and mechanical instability can impact weighing performance and material handling consistency.
What are the key improvements over the previous generation?
The upgrade programme introduces a range of engineering enhancements, including:
- Strengthened structural framework for improved mechanical stability
- Enlarged rear plenum for improved airflow distribution
- Refined internal airflow pathway for reduced turbulence
- Enhanced anti-static protection system
- Gas-strut assisted sash for controlled single-handed operation
- Ceramic work surfaces across the range
- Integrated unified control system for consistent operation
- Front-access SD card interface for simplified software updates
How does the cabinet support analytical and precision weighing applications?
Analytical and micro-balances are sensitive to environmental disturbance, including:
- Airflow fluctuation
- Vibration transmission
- Electrostatic charge
The cabinet is engineered to provide a controlled local environment designed to reduce these variables, supporting more consistent weighing conditions during powder handling and transfer operations.
How is airflow controlled within the cabinet?
Airflow control is achieved through:
- An enlarged rear plenum
- A refined airflow distribution pathway
- Design measures to reduce localised turbulence
This helps maintain more uniform air movement within the working zone, supporting improved stability during sensitive weighing operations.
What role does anti-static protection play?
Electrostatic charge can cause powder adhesion, inconsistent transfer behaviour, and reduced repeatability in weighing processes.
The cabinet incorporates enhanced anti-static protection, including an integrated anti-static bar developed in collaboration with Fraser Anti-Static Techniques, designed to assist with charge dissipation within the working environment.
How does the cabinet improve operator usability?
Operator interaction has been engineered to support repeatable workflows, including:
- Gas-strut assisted sash system for controlled movement
- Stable access geometry for material transfer
- Unified control system for consistent operation
- Front-access SD card interface for maintenance and updates
Has the cabinet been developed with external partners?
Yes. The development programme has included collaboration with specialist partners:
- SKAN contributing design input during the upgrade programme
- Fraser Anti-Static Techniques for electrostatic control systems
What types of applications is it suitable for?
Typical applications include:
- Analytical weighing of fine powders
- Precision dosing and formulation
- Micro and ultra-micro balance operations
- Laboratory powder handling processes requiring containment and repeatability
Features, Benefits & Upgrades.
Our next-generation design sets new standards for operator safety, process efficiency, and contamination control.
Precise Weighing Results & Operator Protection
Reliable weighing results when using micro / semi-micro balances and tested to BS EN 14175.
Improved Structural Design
Large rear plenum improves airflow and lowers noise levels. Gas struts strengthen open/close sash support.
Touchscreen Interface
Real-time monitoring of airflow and filter saturation enhances user safety and reduces downtime.
HEPA Filtration System
H14 high-efficiency particulate air (HEPA) filters ensure airflow is free from contaminants, to create a sterile workspace. Additional HEPA, plus Activated Carbon or Ducted options available.
Eco Mode
PIR Sensors ensure efficient energy consumption by placing the cabinet in Eco Mode after a period of operator inactivity.
Antistatic Technology
Optimised to ensure performance and safeguard processes from electrostatic discharge. In partnership with FRASER Antistatic.